- English
- Afrikaans
- שפה עברית
- Cymraeg
- беларускі
- Hrvatski
- Кыргыз тили
- Kurdî
- IsiXhosa
- Zulu
- Punjabi
- Somali
- O'zbek
- Հայերեն
- Sundanese
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- český
- ελληνικά
- український
- Javanese
- فارسی
- नेपाली
- Burmese
- ລາວ
- Қазақша
- Македонски
- Română
- Srpski језик
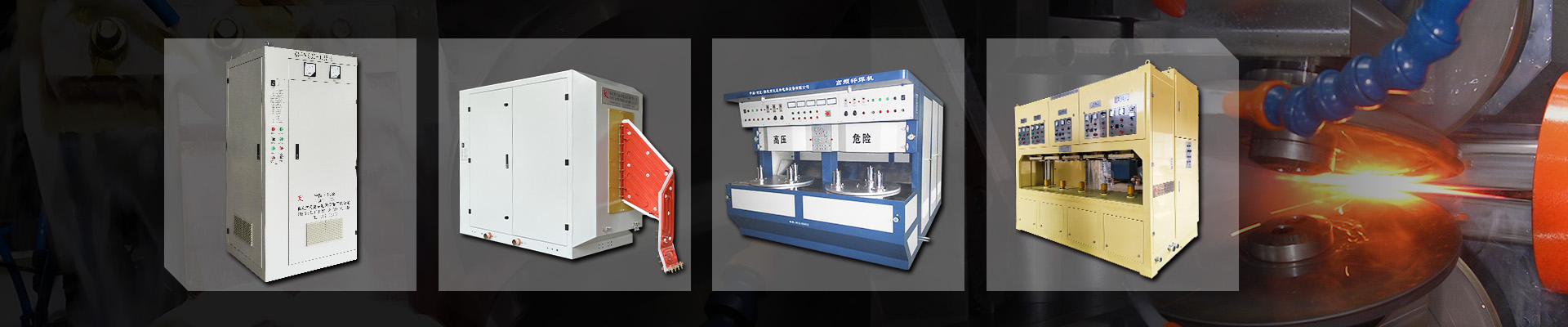
Зваршчык цвёрдацельных высокачашчынных кантактных труб
Кантактная зварка труб з прамым швом: звычайна індукцыйная зварка выкарыстоўваецца ў вытворчасці труб з прамым швом, пры якой медны індуктар змяшчаецца на неабходныя зварныя трубы з адкрытым швом. Пры выкарыстанні прынцыпу электрамагнітнай індукцыі вакол сталёвай трубы індукуецца моцны ток высокай частаты. унутры трубы. робіць краю сталёвай паласы ў месцы зваркі расплавіцца і злучыцца.
Аднак індукцыйная зварка - не адзіны метад. У некаторых выпадках можа выкарыстоўвацца кантактная зварка, пры якой індуктар замяняюць двума меднымі кантактнымі галоўкамі і непасрэдна прыціскаюць іх з абодвух бакоў зварнога шва. Гэта дазваляе зваршчыку высокачашчынны ток непасрэдна праходзіць да краёў зварнога шва, плавячы і склейваючы абодва бакі. За кошт ліквідацыі страт у працэсе пераўтварэння электрычнасці ў магнетызм і магнетызму ў электрычнасць і больш кароткага шляху току страты значна зменшацца. Для сталёвых труб вялікага дыяметра энергазберагальны эфект больш значны. Гэта галоўная перавага кантактнай зваркі.
Асноўным недахопам кантактнай зваркі з'яўляецца магчымасць адукацыі драпін з абодвух бакоў зварнога шва, што не падыходзіць для сталёвых труб з высокімі патрабаваннямі.
Вышэйзгаданыя ўсе віды зваршчыкаў могуць выкарыстоўваць рэжым кантактнай зваркі, і трэба толькі дадаць трохмерны кранштэйн і кантактныя галоўкі.



